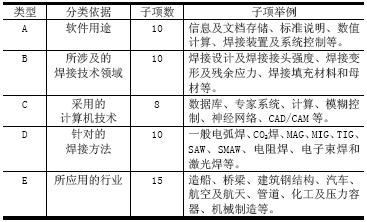
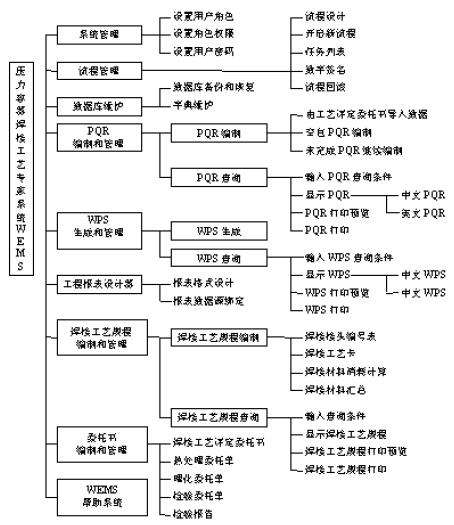
Abstract: Based on a brief description of the application and development of computer technology in welding production informationization, and the use and classification of welding engineering application software, the author introduces the welding production expert system and welding structural parts (matching) that the author has participated in in recent years. Welding (connection) computer-aided process planning CAPP system and welding production quality information management system and other aspects of welding engineering application software. And pointed out that the welding engineering application software has extensive development and application prospects. 1 Computer technology and welding production information For more than half a century, computer technology has gained tremendous development and extensive application, penetrated into various fields of the national economy, and entered various aspects of politics, economy, national defense, and human social life, and promoted the informationization of all walks of life. The development of network technology has further promoted the informationization process, enabling information to be centrally managed, transmitted at high speed, and easily shared, improving the utilization and security of information. At present, most computers are used as tools for information storage, processing, processing, and transmission, except for a small number of computers that are still used for numerical calculations. 2 Use and classification of welding engineering application software Welding engineering applications include two different types: one is microprocessor-based control applications directly related to welding or cutting equipment; the other is microcomputer-based, independent of welding and cutting equipment. Information and document processing applications. But usually it usually refers to the latter. Table 1 Classification and use of welding engineering application software (IIW) In order to make a large number of welding engineering application software more reasonable, the Japan Welding Society (JWS) and the Japan Welding Engineering Association (JWES) proposed another classification method based on the survey of more than 200 welding companies in 1994. (Table 2). Relatively speaking, the classification method proposed by Japan can better reflect the diversity and particularity of welding software. For example, the spot welding parameter calculation software developed by Japan DAIHATSU Automobile Company belongs to A4 (welding device and system control, that is, the fourth sub-item in category A, the following are similar) B6 (welding power supply and equipment automation) C3 (calculation) D6 (resistance welding) E4 (automobile) class. However, it is difficult to include a wide variety of welding application software even with the classification method proposed by Japan. However, it can be seen that the scope of application of welding software is extensive, and the development direction of welding engineering application software can be deeply understood. Table 2 Classification basis and sub-items of welding engineering software (JWS and JWES) In the welding application software, the welding expert system, the welding CAPP system and the welding database system are typical representative applications. The related development techniques and methods can be used for the development of other types of welding software, and the expert system technology and database technology are in each. There are different levels of implementation and application in all types of welding software. 3 Welding process development and management expert system The welding process design is highly experienced and highly skilled. With the deepening of research, welding is developing into a science, and some mature theory and practice rules have been formed. Many engineering application rules and empirical formulas have been collected and compiled. However, the welding process varies with the production environment and production development. It does not have precise definition and rigorous analysis. It has the property of fuzzy reasoning, and some indicators related to welding quality are difficult to quantify. Therefore, the welding process design is applied. The ideal area for expert systems. Figure 1 Schematic diagram of the document relationship WEMS, developed by Tsinghua University and Beijing Yanshan Petrochemical Co., Ltd., is a typical application background for pressure vessel manufacturing. Its main functions are shown in Figure 2. The system develops the welding process in two ways: 1) Based on PQR or WPS, the joint welding process card is generated by WPS inference according to the "Steel Pressure Vessel Welding Process Evaluation Standard JB4708-2000" and the consumption of welding materials is calculated and summarized. Finally, the welding procedure specification for guiding production is generated; 2) Based on the welding process design knowledge base, the welding procedure evaluation plan (power of attorney) is determined by reasoning. For some welding industries, this welding process can also be used directly for production. Figure 2 Main functions of the WEMS system The WEMS system uses the object-oriented method to design the core inference engine of the system and solves the links with software such as CAD. The engineering report designer can flexibly customize the reports of various formats and contents according to the needs of the enterprise. Process reports for graphics and data are previewed and printed, and features such as continuation, font selection and scaling, and line feed are implemented. 4 Welding Process Planning WCAPP System The welded structure is composed of various types of welded parts. In the previous production preparation activities for welded structures, the process planning was completed by the process department, while the calculation and summary of working hours quotas was completed by the labor and management department, and the calculation and summary of material quotas were completed by the supply department. This mode of operation greatly reduces the efficiency of production preparation. It is often the case that the process has been completed, but the material quota has not been determined, so that the supply of materials is not in place, or the scheduling of work is biased, so that the production schedule is mutually contain. Therefore, there is an urgent need for a management coordination system for the production of the entire welded structure. Figure 3 The function and structure of the WCAPP system The WCAPP system provides three ways to process the process: 5 body welding quality information management system The car body is a complex profiled shell that is machined from hundreds of sheet metal stampings. Effectively organize and automate the management of a large number of discrete quality data of the body welding process, real-time and accurate reflection of the quality of the (white) body production, and provide technical and management personnel with means to analyze quality problems, which can effectively shorten the fault response time. To enhance the scientific nature of quality management. Figure 4 Overall structure of the body welding quality information management system Based on the database modeling and design, the body welding quality information management system developed by Tsinghua University uses computer and network technology to realize the network management of welding process, quality inspection, statistical process control and diagnosis, and report output. Its overall structure is shown in Figure 4, including the following main functions: Figure 5 SPC control control chart 6 Development trend of welding engineering application software The rise of new techniques of artificial intelligence, such as fuzzy theory, neural network and object-oriented, has injected new vitality into the development of welding engineering application software. The development of network and multimedia technology puts higher and higher requirements on the intelligence of welding engineering application software. 1) Strengthening of existing applied research and expansion of new application areas; 2000m Laser Rangefinder Module 2000M Laser Rangefinder Module,Long Distance Laser Rangefinder,Laser Range Finder Sensor,Targeting Optics Module Rxiry (Jiangsu) Optoelectronic Co., Ltd , https://www.rxiryrangefinder.com
Keywords: welding engineering application software expert system computer aided process planning information management system
In the past 20 to 30 years, computer technology has also been widely used in traditional machinery manufacturing, such as computer aided product design (CAD), computer aided process planning (CAPP), computer aided manufacturing (CAM), computer aided information management system. (MIS), office automation (OA), etc., integrating and integrating these technologies constitutes a computer integrated manufacturing system (CIMS).
The application of computer technology has made the traditional machinery manufacturing industry undergo a revolution, which has led to its development towards advanced manufacturing technology. Since the promotion of CIMS and CAD application demonstration projects from the national “863†and “Ninth Five-Year Planâ€, China has made considerable progress in manufacturing informationization. On this basis, the state put forward the goal of “informatization-driven industrialization†during the “Tenth Five-Year Plan†period. The Ministry of Science and Technology organized the implementation of key technologies research and application demonstration projects for manufacturing informatization to accelerate the process of manufacturing informationization. The China Machinery Industry Federation held the "Informatization Conference on Machinery Industry Enterprises" in Beijing in September 2002 to further promote enterprise informationization in the machinery industry.
As an indispensable processing technology in the mechanical manufacturing industry, welding technology has also suffered from the huge impact of informationization. In order to promote the application of computer technology in the field of welding, national and international welding associations (IIW) have held special academic conferences. The British Welding Institute (TWI) held an international conference on "Computer Technology in Welding" in 1986 and held 13 meetings in 2003. At the same time, the American Welding Society (AWS), the Welding Research Institute (AWI), and the National Institute of Standards and Technology (NIST) have organized similar meetings since 1986 and held the 13th meeting in Orlando in 2003. These conferences generally include expert systems, simulation and simulation, manufacturing process automation, management and education software, and have increased the content of network applications and integrated manufacturing in the past two years. In 1988, the theme of the 41st Annual Meeting of the International Welding Society (IIW) in Vienna was “Computer in Welding Technologyâ€. Since then, almost every year at the IIW XII Professional Committee meeting, there have been reports on the research and application of computers in the field of welding and the development of welding engineering application software. The theme report of the 47th annual meeting of the IIW held in Beijing in 1994 was titled “Welding in the Information Ageâ€. In addition, the “Welding Numerical Analysis†working group was established in the IIW IX Professional Committee.
The China Welding Society established the “Numerical Simulation and CAD/CAM Research Group†in 1986 and later renamed it “Computer Application Technology Professional Committee (CAW)â€. The professional committee held two academic conferences in 1987 and 1988, and held a special conference on "welding expert system" in 1989. In 1992, 1996, 2000, and 2004, the National "Application Technology Exchange Meeting of Computers in Welding" jointly held by the China Welding Association and the Welding Society was held four times. In 2001, the “welding and IT†symposium was organized at the 10th National Welding Conference. The content of these conference exchanges and discussions reflects the extensive work of computer applications and informatization carried out by many academic units and manufacturers in China over the years in the field of welding research and production.
The expert system work in the field of welding began in 1985. The statistics of the International Welding Society (IIW) indicate that the countries that carry out research and development work in this area include China, the United Kingdom, the United States, Japan, Germany, France, Denmark, Sweden, etc. , related to process design or process selection (including welding materials or welding method selection), welding defects or equipment fault diagnosis, welding crack analysis, welded structure fracture evaluation, welded structure fatigue performance analysis, welding preheating and post-weld heat treatment requirements, welding Cost estimation, real-time monitoring, welding CAD (fatigue design, symbol drawing, etc.), welder exams, and education and training multimedia software for welding technicians and welders.
Many countries have established welding-related databases since the 1980s, such as welding base metal chemical composition and performance databases, welding material chemical composition and performance databases, welding CCT libraries, and welding-related standards and regulatory libraries. And constantly updated and expanded. In addition, the electron beam welding, gas shielded arc welding and spot welding simulation systems (EBSIM, MAGSIM, SPOTSIM) developed by the Welding Research Institute of the Aachen University of Technology in Germany can easily calculate the shape of the weld under specific welding conditions.
In addition to the informationization of a high-quality weld formation process, the welding industry informationization concern of the welding industry includes the informationization of the whole process of welding structure production. For example, welding structural parts welding computer-aided process planning (WCAPP), welding production construction management, welding production quality management.
The International Welding Society (IIW) proposed a classification method for welding engineering application software based on the use of the software (Table 1). However, the welding software for the same application often has multiple varieties due to the different development units and the scope of use and the national standards and industry specifications, and the differences between them may be large. For example, the same welding process information and document storage software are very different when used in arc welding, electric resistance welding or electron beam welding, laser welding, and because of the development purpose and the development technology used, such software can It belongs to the database class or the expert system class and is fundamentally different. 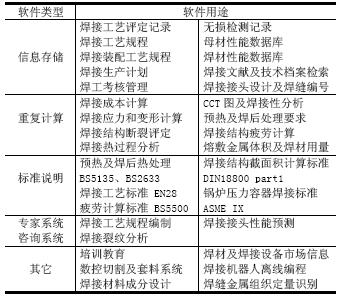
In the welding production of important metal structures such as boilers, pressure vessels, petroleum pipelines, ships, nuclear power, etc., the welding process must be rigorously evaluated according to the corresponding standards or specifications to form a welding procedure qualification report PQR, and on this basis Welding procedure guide WPS, and then develop welding procedures according to the corresponding standards to ensure the welding quality and performance of the product. If the welding procedure qualification has not been carried out before the welding procedure specification is formulated, the craftsman shall submit the welding procedure qualification power of attorney PPQR according to relevant standards and experience. The relationship between the documents is shown in Figure 1. It can be seen that the development of a set of welding procedure specification documents is rigorous and the process is cumbersome. Therefore, it is necessary to develop an application software system capable of compiling and retrieving the welding procedure specification on the basis of effective management of PQR and WPS, which can effectively utilize existing PQR and WPS to avoid duplication.
Conduct welding process qualification test, save capital investment, and ensure the standardization and accuracy of welding process specification. 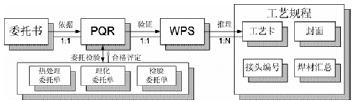
In addition, Tsinghua University and the Beijing Institute of Aeronautical Technology have jointly developed an electron beam welding process expert system, which realizes the computer management of the project process documentation and various data involved in electron beam welding, and can adopt the fitting curve method. And temperature field model calculation method to promote reasonable electron beam welding process parameters.
The WCAPP system for the welding process planning of heavy-duty mechanical welding structures developed by Tsinghua University and Taiyuan Heavy Machinery Group is completed. The calculation of working hours and material quotas is completed while the process steps of welding parts from the cutting of materials to the final assembly of welding to form products are established. And summarization, and finally form a technical document containing the working hours and material quotas that can guide the whole process of the whole welding structure production, so that the production preparation work is more scientific and effectively improves the production preparation and management efficiency. Its overall structure is shown in Figure 3. 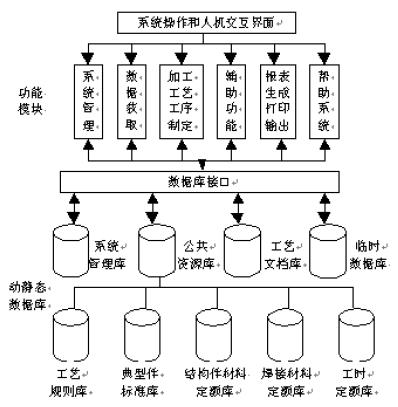
1) Direct extraction from a typical standard process library
The standard parts process of the typical parts is placed in the standard process of the typical parts of the country and the enterprise. When formulating the processing process, the system first queries whether there is a standard process in the standard process library that matches the part number and the part to be formulated, and if so, directly extracts.
2) Automatically generate machining process according to process rules
The process rule library specifies the process generation rules for sheet metal parts, profile parts and components. When the system does not search for the parts to be formulated in the standard process library, a human-computer interaction interface is provided, and the necessary feature information is input (selected) by the user, and the system automatically generates the processing process through the process rules.
3) Manually filled in by the craftsman
When the welding parts do not exist in the standard process library of the typical parts, and do not meet the conditions for the process formulation using the process rules, the system provides the method of manually filling out the process cards by the craftsman.
In addition, Tsinghua University and Xuzhou Engineering Machinery Factory jointly developed the RAWCAPP system for engineering machinery welding, and realized the process document management and process management based on product structure tree with the idea of ​​PDM while realizing the welding process planning of welded structural parts. User/role/version management and integration with CAD and MRPII systems and information exchange. The system adopts different process development modes for the structural characteristics of the front frame, rear frame and pressure wheel of the main welded structural parts of the road roller, such as similar process method, typical process method and process template method, etc. The derivation function, combined with the creation and generalization features, enables users to choose according to the actual situation. 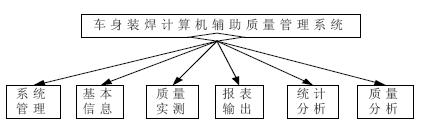
1) Preparation, addition, deletion, modification and report printing output of inspection process and standards;
2) Verify the input and management of measured data;
3) Statistical analysis of production quality data and generation and printout of statistical reports;
4) Automatic drawing and printout of histograms, arrangement diagrams, etc.;
5) Real-time monitoring and trend forecasting of body welding quality using statistical process control (SPC) technology;
6) Using statistical process diagnosis (SPD) technology to achieve the search and analysis of the causes of quality failures;
Process quality statistical analysis and process control and diagnosis are prevention-based quality prediction and control methods. It uses statistical means to analyze and evaluate process production quality and take corresponding measures to achieve the goal of quality control. The quality statistical methods are divided into two categories. One is the static state of the reaction quality data in a certain period of time, which is called simple statistical analysis, such as histogram and arrangement chart. The other is a dynamic method that reflects the law of quality data over time, that is, the statistical process control SPC based on the control chart and the statistical process diagnosis SPD. Figure 5 shows the implementation interface of the control chart for SPC control. 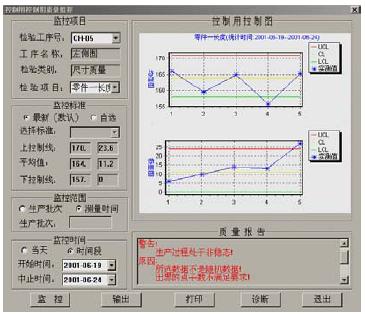
Based on the current status and dynamics of information technology and artificial intelligence technology, the development trend of welding application software can be summarized as follows:
2) Application research and development technology of new artificial intelligence technology in welding application software;
3) Make full use of network technology to realize distributed processing and collaborative work of welding application software;
4) Using multimedia technology to realize the intelligent and anthropomorphic human-machine interface of welding application software;
5) Develop versatile welding application software and its development tools.