Butt welding is performed on a manual or automatic special welder. When welding, the weldment is welded over its entire contact surface. A typical example of butt welding is shown in Figure 1. Butt welding can be divided into two main methods: resistance butt welding and flash butt welding. Figure 1 Typical example of butt welding Resistance butt welding Figure 2 resistance butt welding process The welding process of resistance butt welding is shown in Figure 2. The heating temperature and the upsetting speed should be strictly controlled during operation. When the vicinity of the contact surface of the weldment is heated to yellowish white (about 1300 ° C), the power is immediately turned off while the upset pressure is applied. If the heating temperature is insufficient, the upsetting is not timely or the forging force is too small, the welded joint is not strong; if the heating temperature is too high, the phenomenon of "overburning" will occur, which will also affect the strength of the joint; if the forging force is too large, It may cause cracking. The resistance butt welding operation is simple, the surface of the welded joint is smooth, but the internal quality is not high. The welded end faces of the weldments must be carefully leveled and cleaned before welding to remove rust. Otherwise, defects such as uneven heating or residual impurities in the joint may be caused, and the quality of the welding is worse. Figure 3 flash butt welding process The welding process of flash butt welding is shown in Figure 3. The heating temperature and the upsetting speed should be strictly controlled during operation. If the heating temperature is insufficient, the upsetting is not timely or the forging force is too small, the welded joint is not strong; if the heating temperature is too high, the phenomenon of "overburning" will occur, which will also affect the strength of the joint; if the forging force is too large, It may cause cracking. The welded end faces of the weldments must be carefully leveled and cleaned before welding to remove rust. Otherwise, defects such as uneven heating or residual impurities in the joint may be caused, and the quality of the welding is worse.
We have many models clamp Led Plant Light, 1/2/3/4 head, circle model, bar model, and another model clamp Full Spectrum Led Lights. Easy installed, you can clip on everythere, works well for home depot, vegetables, hydroponic growth.
Led Grow Lights Commercial,Indoor Clamp Grow Light,Outdoor Plants Clamp Grow Light,Led Greenhouse Grow Light Shenzhen Wenyi Lighting Technology Co., Ltd , https://www.szwenyigrow.com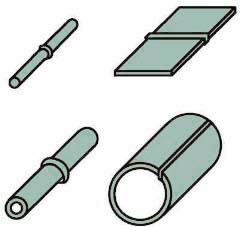
The two weldments to be joined are docked into the circuit and an axial primary pressure (P1) is applied to compress the workpieces. In the entire circuit, there is maximum resistance due to the contact of the two workpieces. Therefore, when a certain large current is passed, a large amount of resistance heat is generated at the contact, and the metal at the contact is quickly heated to a temperature slightly lower than its melting temperature (high plasticity state). At this time, the weldments are welded together under the extrusion of the upset pressure P2. 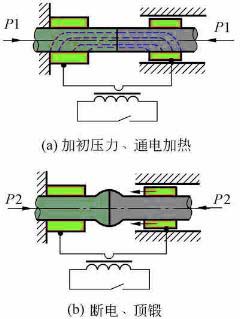
2. Flash butt welding 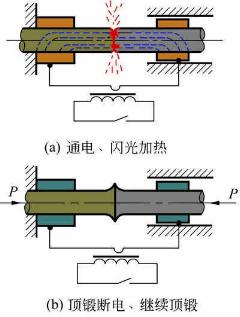
LED Grow Light Benefits:
More efficient: 100% of the power input for our LED grow lights is used for your plant chlorophyll production.
Better for environment: It saves 50% to 90% in energy consumption compared to incandescent bulbs or fluorescent tubes.
Less Heat: Low heated LED bulbs will protect your plants well.
Less trouble: No ballast to burn out likes other plant lights
No maintenance costs and 50,000 hours lifetime
Easy to install and use, plugging into the electric outlet directly


