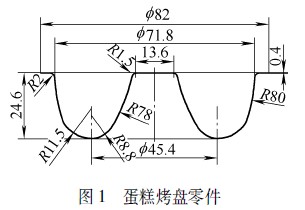
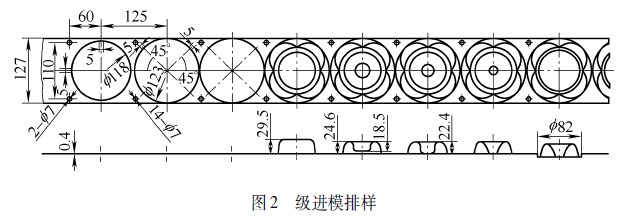
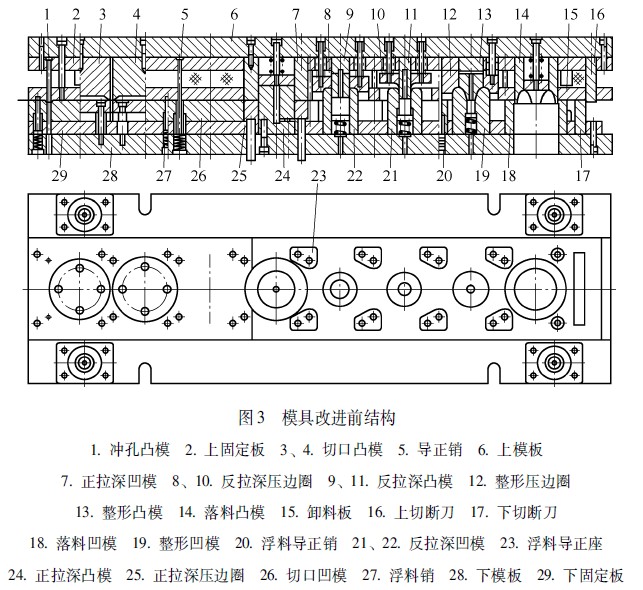
Figure 1 shows a part of a cake baking tray with a 0.4 mm thick sheet. The parts are produced in large quantities and need to be processed by punching and multiple deep drawing processes. If single-step mold production is adopted, the number of stamping equipment and production workers required will be more, the delivery time is long, and the production is long. Low efficiency and high production costs. In order to improve production efficiency and reduce production costs, it was decided to use a progressive deep drawing composite mold to process, but the stamping process and mold structure must be improved. 1. Process and layout The original part production process is: blanking → positive drawing → reverse drawing → reverse drawing → shaping → cutting, a total of 6 processes. On this basis, the progressive die layout map was first determined by analysis (see Figure 2). In order to ensure the width of the strip and the step distance are accurate, in the layout drawing 2, the double-ring incision method is adopted, and the two incisions are respectively staggered in four directions and connected to the strip, and are installed in the 7-station of the mold. Guide pin. The process flow of the whole die stamping is divided into: slit → slit → leveling → positive drawing depth → reverse drawing depth → reverse drawing depth → shaping → blanking → cutting. The mold structure is shown in Figure 3. 2. Problems in the test mode After the mold is finished, the test is carried out on a 1 100kN automatic press. There are several problems: 1 the mold feed is not smooth, and the strip has a large curvature after the first reverse drawing process. 2 The feeding step is not accurate, and the positioning hole is elongated or deformed. 3 strips are removed from the float pin. Since then, although several improvements have been made, the above problems have not been fundamentally solved and the molds cannot be delivered to the production department.
Zhejiang Sealand Technology Co., Ltd. is a trustworthy manufacturer of Natural Gas Mass Flow Meter, Natural Gas Mass Flowmeter, Natural Gas Coriolis Meter, Natural Gas Coriolis Mass Flow Meter, ATEX, IECEx & CE approved.
First, Sealand meter is certified by Zhejiang Institute of Metrology. To get such
certificate, Sealand has to send all models to Zhejiang Institute of Metrology
and all models are tested in their calibration lab. The lab is an ISO/IEC
17025:2005 standard lab approved by CNAS (China National Accreditation
Service for Conformity Assessment). CNAS is a member of ILAC (International
Laboratory Accreditation Cooperation).
Second, Sealand has its own calibration lab, equipped with METTLER
TOLEDO scales with accuracy 0.014% and the device extended uncertainty is
0.05%. The lab is also approved by Zhejiang Institute of Metrology. This
certificate will stay valid only for one year, Zhejiang Institute of Metrology will
send their professor to Sealand every year to check and make sure that the lab
is qualified still and then issue new certificate. During the production, each
meter will be calibrated in this lab for 3 times, each time at 5 different flow rate.
Finally, Sealand also gets ISO, CE, SIL, ATEX & IECEx. Sealand is the only
Chinese brand who gets ATEX & IECEx and it is from TUV SUD ( the most
authoritative institute for ATEX).
Natural Gas Mass Flow Meter, Natural Gas Mass Flowmeter, Natural Gas Coriolis Meter, Natural Gas Coriolis Mass Flow Meter Zhejiang Sealand Technology Co., Ltd. , https://www.sealandflowmeter.com