Self-tapping screws and self-tapping screws in threaded fasteners not only require high strength and wear resistance, but also require sufficient toughness and plasticity in the core, regardless of low carbon steel or medium carbon or medium carbon alloy steel. Manufacturing, all need to be carburized or carbonitrided quenching to meet the needs of design and use. Carburizing refers to the process of infiltrating carbon atoms into the surface layer of steel, so that the chemical composition of the steel surface is close to that of high carbon steel, so that the low carbon steel has the hardness, wear resistance and fatigue strength of high carbon steel, and the carburizing material is generally low carbon. Steel or low carbon low alloy steel. In the traditional gas carburizing technology, the carburizing process is generally divided into three stages of decomposition, adsorption and diffusion. At present, the fasteners enterprises use more of the mesh belt furnace carburizing. The carbon potential of the equipment is mainly measured and controlled by the oxygen probe at the rear of the furnace body. The technical disadvantage of the furnace is The workpiece is always in a high carbon potential during the carburizing period, and it is difficult to obtain a good gradient of the carbon concentration gradient. In order to understand the distribution of the atmosphere in the belt furnace and the factors affecting the quality of the product, we combined the production practice. This paper takes the self-tapping locking screw as an example to test the carburizing technology of the mesh belt furnace and study the carburizing and quenching of the screw. The effects of post-metallographic structure properties and process selection. 1. Test materials and methods The test adopts the M6×20 pan head inner hexagonal head tapping screw, the material is SWRCH22A, and the material conforms to the Japanese JIS standard. Product technical requirements: carburized layer depth 0.15 ~ 0.28mm, heart hardness after tempering (30 ± 2) HRC. The test is composed of a muffle SY-805-6 Sanyong mesh belt furnace, which is composed of a furnace body, an electric heating element, a thermocouple, an oxygen probe, a stirring fan and a conveyor belt. The furnace body is composed of a barrier layer, a heat insulation layer and a furnace shell. The furnace is a through-type structure with a front exhaust method. Parameters such as time, carbon potential and temperature can be set and executed in the program of the PLC system. The process program can be displayed on the computer screen and has a fault self-diagnosis function. The time is controlled by the frequency converter, the carbon potential is controlled by the carbon controller, the signal is measured by a sensitive oxygen probe, the power is controlled by a three-phase SCR power regulator, and the temperature signal is measured by a thermocouple; the carburizing agent is propane and methanol, of which methanol For the diluent, the flow rate is 1800 ~ 2400CC / h, propane is rich gas, the flow rate is controlled by the solenoid valve according to the carbon potential. 2. Test results and analysis (1) Test results The furnace temperature was stabilized at 880 ° C and the carbon potential was set at 1.2%. Sanyong SY-805-6 mesh belt furnace is divided into 6 zones, oxygen probes are installed in Zone 4 and Zone 5, and the carbon potential of Zone 4, Zone 5 and Zone 6 is measured by three gas analyzers, and Zone 4 is 1.18%, 5 1.21% in the district and 1.24% in the 6 districts. The uniformity of the atmosphere in the mesh belt furnace is controlled by the stirring fan. The product is still in the heating stage in front of Zone 3, the temperature is low, the carburizing effect is poor, the oxygen probe is not installed, the carbon potential in the front section of the furnace mouth is low, and the 6 zone is due to oil vapor. The decomposition carbon potential increased slightly. (2) Test process Carburizing or carbonitriding in mesh belt furnace, for low carbon steel SWRCH22A, ML20MnVB, ML15MnVB or medium carbon, medium carbon alloy steel, SWRCH35K, SCM435, SCR440 steel screws, carburizing layer should be selected according to screw specifications, for The alloy steel can be directly quenched by carburizing, and the carbon steel should be air-cooled after being carburized, and then quenched by secondary heating. The test process is shown in the attached table. Self-tapping locking screw heat treatment process After self-tapping and locking nail oil quenching, SWRCH22A core hardness is greater than 38HRC, surface hardness is greater than 700HV0.3, when tempering at 430°C, the core hardness is 30HRC, reaching the mechanical performance requirement of 8.8 bolts; ML20MnVB oil quenching heart The hardness of the part is greater than 40HRC, the surface hardness is greater than 700HV0.3, the hardness of the core after tempering at 510°C is 30HRC, which meets the mechanical performance requirements of 8.8 bolts; the hardness of the core after SCM435 oil quenching is greater than 45HRC, and the surface hardness is greater than 750HV0.3. After tempering at 530 °C, the hardness of the core reaches 35HRC, which meets the mechanical properties of the 10.9 bolt. Figure 1 and Figure 2 show the SCRCH22A carburized and quenched and tempered structure. Figure 1 SWRCH22A carburized and quenched structure Figure 2 SWRCH22A 430 ° C tempering organization 3. Test analysis Regardless of the carburizing method, the carburizing agent after the pyrolysis of the carburizing agent should be CO, CO2, CH4, H2, which produces activated carbon atoms adsorbed on the surface of the workpiece and diffuses to form a carburizing layer with a certain carbon concentration. . The screw carburizing is shallow carburizing. It is very advantageous to use the mesh belt type carburizing furnace. The workpiece is processed according to the preset conditions. The workpiece is continuously installed in the charging port, and the workpiece is continuously discharged at the discharging port after the treatment. As the carburizing time prolongs, the influence of carburizing speed also changes, that is, the increase of the depth of the layer is mainly controlled by the diffusion speed of carbon in the steel. Through metallographic microscopic observation, the carbides of the workpiece are distributed in small or granular form (≤2 grade), and martensite is distributed in fine needles (≤3 grade). 4. Process selection As we all know, there are many main factors affecting the carburizing process, such as temperature and time. When the screw material, carburizing temperature and carbon potential are determined, the carburizing time will be determined according to the depth of the carburizing layer, various carburizing agents or seepage. Carbon atoms produce different active atoms at high temperatures. The carburizing carbon potential in the continuous mesh belt furnace is set to 1.0% to 1.2%. The alloying elements in steel have a great influence on the ability of steel to absorb carbon and the diffusion of carbon into the interior. V, Cr, Ti carbide forming elements can increase the carbon content of the surface of the layer. Under the condition of high toughness and appropriate hardenability, the self-tapping screws are commonly made of ML15MnVB, ML20MnVB, SCM435 and SWRCH22A steel. The residual oil on the surface of the screw will affect the atmosphere in the furnace. If it is not cleaned, it will directly affect the atmosphere and control accuracy of the furnace. Also pay attention to whether there is residual yellow powder on the mesh belt when the furnace is empty. If any, the screws should be treated seriously. Cleaning work. Since the mesh belt furnace does not have the air-cooling condition after carburizing, the low-alloy steel or carbon steel carburizing direct quenching process should be used as much as possible. 5. Hydrogen embrittlement Hydrogen embrittlement is a prominent quality hazard of self-tapping screws. In the direct quenching of carbonitriding, the problem of hydrogen embrittlement is much more prominent than that of carburizing parts. Hydrogen gas generated during pickling, electroplating, and hydrogen in the surrounding medium (generally as high as 60% to 70%) can be dissolved in steel. When the cathode current efficiency of the electroplating and phosphating process is less than 100%, a large amount of hydrogen atoms are generated to adhere to the surface of the screw, thereby causing hydrogen permeation. This behavior of hydrogen has an important effect on the hydrogen embrittlement damage of steel. The self-tapping screw flooding time is 6-8h. Since the temperature can increase the diffusion coefficient of hydrogen in steel, the 150~200°C insulation can eliminate hydrogen embrittlement, but the temperature is too high, for example, above 400°C, the dissolution of hydrogen in steel. Also increased, hydrogen no longer automatically escapes from the steel, and does not achieve the purpose of hydrogen removal. The hydrogen flooding temperature is selected at 140-170 ° C (phosphating), 200-240 ° C (electroplating), but in production, according to the production conditions of core hardness, surface roughness plating time, plating thickness, pickling time, acid concentration, etc. Determining the hydrogen flooding time should be carried out before the passivation treatment and just after the plating (within 4 hours). 6. Conclusion The mesh belt carburizing furnace is suitable for occasions where the size of the parts is small, the quantity and process change are large, especially for the large-volume screw carburizing of the fastener industry. Only by continuously improving and perfecting materials, heat treatment and testing can the production be made. A product with market competitiveness.
Mirror is a smooth,highly polished surface covered a thin coating.Mirror is usually a thin coating of metal or dielectrics.
Precision Optical Flats are ideal for a variety of applications including interferometry, imaging systems, laser applications, optical path folding, and auto collimation.
China star optics designs and manufactures a great choice of various high and partially reflecting mirrors for the spectral range:UV,visible,near infrared,and infrared regions.Fused Silica substrates, is optically clear and features excellent resistance to abrasion and high durability, making it the best choice for applications in harsh environments. Metallic coatings Options, Protected Gold, and Protected Silver Coatings available. Wide Variety of Shapes and Sizes available in circular, square, and rectangular dimensions.
Specifications of our Optical mirrors as follow: Protective Gold Mirror,Au Reflective Coating Mirror,Au Protective Coating Mirror,Protected Gold Mirror China Star Optics Technology Co.,Ltd. , https://www.opticsrealpoo.com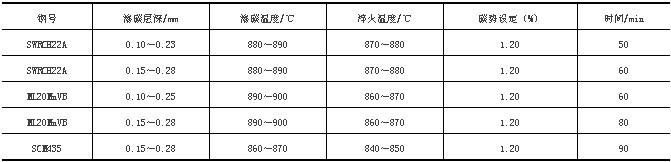



*Material:BK7 A glass, Fused silica, Quartz, CaF2,ZnSe,Optical crystals or other glass materials
*Parallelism:1 Arc min
*Clear Apenture:90%
*Squares/Rectangles:1mm to110mm+/-0.2mm
*Center thickness tolerance:+/-0.1mm
*Surface quality:60-40 to 20/10 Scratch/Dig
*Surface flatness:lambda/10 at 632.8nm