In order to efficiently process cast iron parts, large tool manufacturers are constantly working to develop new tool materials, coatings and tools with better geometry. Mitsubishi has developed a new all-black, ultra-smooth, high-quality coating for the processing of cast iron parts. The UC5105 and UC5115 are eye-catching (Figure 4). These two types of blades have achieved great success in many industries such as the automotive industry and the compressor manufacturing industry. Figure 4 All black UC5105 and UC5115 blade and coating structure Figure 4 shows the coating structure of UC5105 and UC5115. This organizational feature is: 3. Improve the performance of hard composite substrate materials, UC5105 uses high hardness matrix material. Adapt to high speed continuous cutting of cast iron. UC5115 uses a particularly strong matrix material for interrupted cutting, and UC5115 is the material of choice for unknown cutting conditions. In Fig. 6, the red circle represents continuous cutting, with a four-notch red circle table interrupted cutting, with a notched red circle table for general cutting. The ordinate in Fig. 6 indicates the depth of cut. S table light cutting (ap = 0.5 ~ 1.5mm), M table cutting (ap = 1.5 ~ 4.4mm), G table quasi-heavy cutting (ap = 4 ~ 7mm), horizontal coordinate table feed. Above the ellipse in the figure is the recommended chipbreaker. Such as MA, full circumference, flat top (ie no chip breaker), etc., the recommended tool material in the table below. The standard comparison and recommended cutting conditions for UC5105, UC5115 and ISO carbide are shown in Fig. 7. UC5105 is a blade material that is required when turning for high wear resistance. UC5115 is a blade that should be used when turning, and requires both wear resistance and toughness. When the two properties can be balanced. It can be seen from the table that UC5115 can also cut carbon steel and alloy steel. Figure 8 shows the two materials, application examples. When finishing with a lower cutting amount than light cutting. It can be machined with a cermet NX2525 with a blade that sharply grinds the chipbreaker R/LF. Previous Next Lubrication Pump 2L,Gear Lube Pump,Electric Grease Pump,Gear Lube Oil Pump Yantai Ciso Lubrication Technology Co.,LTD , https://www.cisolubrication.com
1. High wear resistance is due to the use of thick film micro-drawn Al 2 O 3 and fibrous TiCN coating, which is much better than the original CVD coating.
2. High resistance to damage, high breakage resistance, defect or gap, micro-collapse. Damage, commonly known as chipping, is a unique form of damage to hard and brittle tool materials such as cemented carbide. It is a brittle damage caused by the impact of the impact or the thermal shock caused by the sudden change of thermal stress, or it may be caused by the welding of the chip on the tool. The general bonding and sintering wear are the causes of the wear of the metal parts. one. For hard and brittle sintered tool materials, it is more important if there is a strong bond on the tool surface. Wolding chips or built-up edges, which are forced to separate from the surface of the tool after being impacted by subsequent processing. When separating, some of the material on the surface of the tool or the edge of the cutting edge is also taken away. This is called bonding and welding defect. With damage. In addition to the hard-wearing and anti-adhesive-bonded high-quality Al 2 O 3 layer, UC5105 and UC5115 also adopt a special smooth coating method to greatly improve the surface smoothness and make the anti-adhesive welding from the surface. Improved performance, reduced bonding and sinter, and the resulting damage is greatly reduced. Figure 5 shows the surface roughness of a super-concave coating compared to a general coating. The surface quality of the parts processed by this coating material can also be improved. 
a) All black super smooth coating 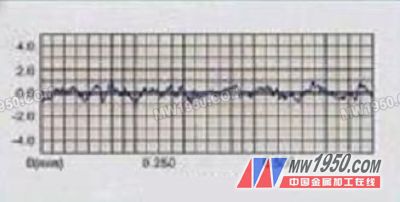
b) general CVD coating
Figure 5 Comparison of surface roughness between all-black ultra-smooth coating and general CVD coating 