introduction BMW Engine Mounting,BMW Radiator Cap,BMW Coolant Flange Tall Automobile Parts Co., Ltd. , http://www.skye-ignition.com
In recent years, the development of MIG/MAG welding power technology has created a good opportunity for the development of more and more multi-function welding machines, which has become an indisputable fact. In MIG/MAG welding, custom welding arcs and welding functions can be developed with power and software technology to make the welding staff's work easier and more efficient.
Kemppi's Wise product line is designed to achieve this goal and is based on the FastMig and KempArc product lines and can be used in both product lines. We specialize in a variety of Wise welding arc and welding functions for base welding, sheet metal welding, penetration control, and high concentration arcs to concentrate arc energy in tight spaces.
WiseRoot TM welding process - suitable for bottom welding
It is a MIG/MAG welding process customized for bottom welding. The welding process has been patented and uses full digital technology to control parameters such as welding current and voltage. The process can monitor the short-circuit transition state of the arc and ensure the accurate time of the droplet transfer to the molten pool. It is an advanced short-arc welding procedure. As a MIG/MAG welding process, the process category is 131, 135, 136 or 137 according to the definition of the EN ISO 4063 standard.
The working principle of the welding arc is to form two different transition shapes depending on the welding arc. These transitions can be referred to as short circuit and arc cycle rise phases (see Figure 1). WiseRoot is an improved short arc procedure that is different from pulse welding.
In the first ascending phase, the droplets are transitioned to the molten pool and are in a short-circuit condition, while the arc energy is sharply increased and maintained at the desired level during the second rising phase. The welding current has a short peak before the first rising phase. During this time, the droplets are in contact with the molten pool.
During the first ascending phase, a rapid increase in current to a desired level produces a so-called clamping force whereby the droplets can be detached from the tip of the wire. A slow drop in current ensures this detachment process. Once the droplets are transferred to the weld pool, the current increase in the second phase begins again and initiates the arc phase. The control system of the device monitors the droplet separation process throughout the welding arc. Increasing the current on time and reducing the current ensures that the welding spatter from the short-circuit arc to the open arc is negligible.
The second rising stage forms the weld pool and ensures a good penetration of the root bead. These two rising phases occur in turn, after which the current will drop to the required base level. Using a specific base current level ensures that the next droplet can be transitioned during the next short circuit.
The power control technology with high response speed and precise timing function, combined with the correct arc waveform formed in the welding process, ensures that the filled droplets can be separated continuously and without splashing and transition to the molten pool. According to this, the welding arc is always in a stable state and the welding process is extremely easy to control.
WiseRoot root welding arcs differ from standard short arc welding. Figure 1 depicts the standard short arc waveform and WiseRoot waveform. In standard short arc procedures, the separation of droplets occurs at high current values ​​and depends on voltage control. Thereafter, the current will slowly drop before the end of the arc period and the next short circuit begins. In the WiseRoot program, the separation of the droplets occurs at a small current value, so the droplets can gently transition to the bath. Thereafter, during the arc period, the program sharply increases the arc to some degree of accurate calculation. Next, the current is quickly reduced to a predetermined level before the next short circuit. The programmed arc length greatly reduces the splashing phenomenon during the droplet separation phase and reduces the heat input in the continuous arc phase to a level comparable to the standard short arc welding process. 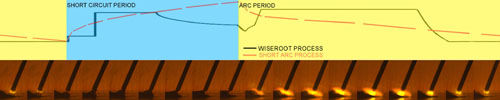
Figure 1: Current waveform of the WiseRoot program as the droplets transition to the weld pool. The cycle period consists of a continuous arc period and a short circuit period. The dotted line indicates the standard short arc