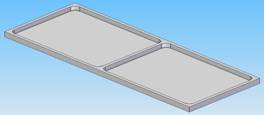
Abstract : The basic principle of vibration stress relief technology is analyzed and discussed. The effectiveness of vibration elimination stress in the processing of aluminum alloy parts is verified by the comparison of vibration elimination stress and traditional heat treatment aging process. High-strength aluminum alloy small thin-walled structural parts and large structural parts are better than heat-treatment aging to eliminate stress, and the application examples of vibration-relieving stress technology in the processing of large-scale castings, precision parts and large parts of spacecraft are given. Keywords : vibration stress vibration aging 1 Introduction High-strength aluminum alloys such as LY12CZ, LD10CS and LC9CZ are often used for spacecraft thin-walled structural components such as satellites and spacecraft. Due to the large processing stress of such materials, they are easily deformed during processing. In the process of processing, in order not to change the state of the material, the performance of the material is not lowered. When the workpiece is relieved of stress, the heat treatment annealing process cannot be used, and only the low temperature aging can be used to eliminate the stress, while the low temperature aging temperature is low, and the stress removal effect is not satisfactory. . At present, in the semi-finishing and finishing, a multi-step snack knife processing is used, and a plurality of low-temperature heat treatment aging treatment schemes are performed. Multiple heat treatments reduce the performance of the material (in principle, the number of heat treatments does not exceed 3). Despite the above measures, it is still impossible to completely eliminate the residual stress of the part or homogenize the stress distribution to ensure the stability of the product quality, resulting in deformation of the part, poor processing accuracy and surface quality, poor process stability and product consistency, resulting in finished parts. The low rate, long working hours, numerous processes, and low product productivity have become key issues that restrict product process stereotypes and small-scale production and batch production of satellite structures. Compared with the conventional heat treatment annealing and aging process, the vibration stress relief technology has the advantages of simple equipment, no special requirements on the environment, wide adaptability, online stress elimination, short processing time and low cost. It has a wide application prospect, especially for the small-scale production of aerospace products. 2 Mechanism of vibration stress relief A lot of research work has been carried out at home and abroad on the mechanism of the vibration process, and the following consensus has been obtained. Vibration is the application of a periodic force (dynamic stress σ) to a metal member. During the vibration process, the dynamic stress σ and the internal residual stress σ applied to each part of the metal member are superimposed. When the superimposed amplitude is greater than the yield limit σs of the metal member, that is, σ motion + σ residual ≥ σs, these lattices Slip, resulting in tiny plastic deformation, to achieve the purpose of releasing residual stress. Microscopically, as long as the temperature is above absolute zero, the metal atoms are always in motion, and these atoms are in an unbalanced motion due to residual stress. But they strive to restore equilibrium, which requires energy. Vibration aging is to provide mechanical energy to the metal component, release the residual stress that restrains the metal atom from resetting, and accelerate the speed at which the metal atom returns to equilibrium. From the metal physics point of view, the process of vibration aging is essentially the process of crystal dislocation motion, proliferation, plugging and entanglement inside the metal material. Due to the dislocation of the metal material, the alternating stress generated inside the member is superimposed on the internal residual stress, and in the region where the stress is high, dislocation slip occurs and micro plastic deformation occurs. The dislocation slip is a linear accumulation in one direction. When the micro strain accumulates to a macroscopic amount, the dislocation plugs at the residual stress in the metal structure are alternately opened, and the local large residual stress is released, and the macro internal stress of the member is released. The relaxation then causes the peak value of the residual stress to decrease, which changes the original stress field of the member, and finally reduces and redistributes the residual stress of the member, so that the lower stress reaches equilibrium. After the dislocations are accumulated, the dislocation movement is hindered, thereby strengthening the substrate, improving the deformation resistance of the member, and stabilizing the dimensional accuracy of the member. 3 Vibration stress relief process test 3.1 Test purpose Carry out research and test work on vibration stress relief technology, aiming at finding a new stress-relieving process. One is to solve the problem that large structural parts can not be heat-treated to eliminate stress; the other is to solve the problem of processing deformation of small thin-walled structural parts. Finally, the processing precision of thin-walled complex structural parts is improved, and the development cycle is shortened. 3.2 Test methods Since the residual stress measurement of non-ferrous metals is difficult, there is no ideal measurement method. Therefore, the comparative test method is adopted to select typical structural test pieces, and the vibration is used to eliminate stress, heat treatment to eliminate stress and no stress relief. The test measures the amount of deformation in each case and analyzes the data to evaluate the vibration-eliminating stress. 3.3 High-strength aluminum alloy small thin-walled structural parts test The structure and material with large deformation are selected as test pieces. Material: 2A12 (LY12); Status: hot rolling, CZ; Structure: thin-walled box structure (160mm × 350mm × 10mm, wall thickness 2mm), see Figure 1. Figure 1 High-strength aluminum alloy small thin-walled structural test piece Next page Ice Ball Press,Round Ice Cube Maker,Clear Ice Ball Maker,Round Ice Maker PERFECTS ENTERPRISE LIMITED , https://www.chibelco.com