One-hole Basin Faucets are much more user-friendly than the rest basin faucets. Installation is simple and requires the drilling of only one hole. One-Hole Basin Faucets,Chrome Sink Basin Faucet,Multifunctional Bathroom Basin Faucet,Bathroom Single Handle Basin Faucet Kaiping Jenor Sanitary Ware Co., Ltd , https://www.sanitaryjenor.com









Application of tooling in the processing of hood parts
In the processing of tobacco machinery parts, there are more special-shaped parts. For some irregular parts, if the universal fixture is used, the clamping and positioning are troublesome, not only the efficiency is low, but also the product quality is not easy to guarantee. At the same time, some processing elements are difficult to measure with conventional inspection tools. Positioning and clamping of parts is a difficult point in the processing of shaped parts. According to the characteristics of the parts, the corresponding fixtures are designed to simplify the positioning and clamping of the parts and ensure the consistency of the parts. The use of inspection tooling simplifies the measurement method and results in fast and accurate measurements. The use of tooling for processing and measurement not only ensures the accuracy of parts, but also improves production efficiency, reduces the labor intensity of workers, and reduces the requirements for workers' skills. The following is a description of several application examples.
Blade arc cutting tool
The blade is a part of the YJ29 pick-up machine retrofit component cutting system, which is made of Q235A. The φ148.5mm arc surface of the part is attached to the paper cutting drum to clean the debris adhering to the drum. The degree of fit between the arc surface and the drum is the key to ensuring the cleaning of the drum, so the positional relationship between the arc surface and the mounting positioning surface must be correct.
It can be seen from Fig. 1 that the angle of the center of the φ148.5 mm arc is 5° from the mounting reference plane. In the actual production, the tooling positioning is used, and the center of the φ148.5mm arc is adjusted to the vertical direction, and is completed by the wire cutting method.
(a)
(b)
(c)
Figure 1 Schematic diagram of the blade
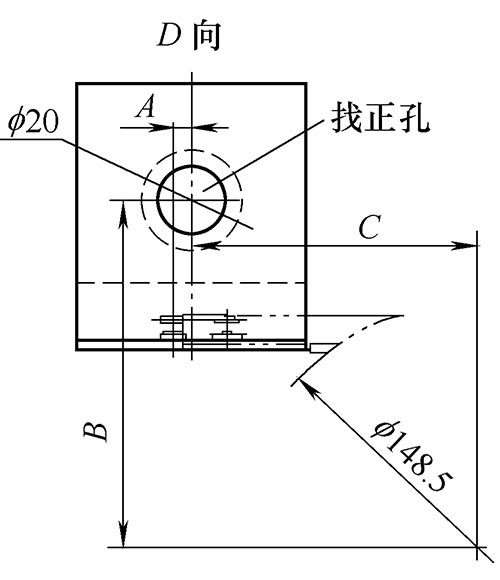
As shown in Fig. 2, the wire cutting tool is positioned on the working table of the online cutting machine with the positioning surface A, and the workpiece is positioned on the tool mounting surface by the positioning pin and the step positioning on the tooling. The center of the φ20mm aligning hole on the tooling is the zero position when the molybdenum wire is cut. When designing the tooling, determine the position size A of the φ20mm alignment hole and the positioning pin, and determine the size of the center of the arc from φ20mm to φ148.5mm. When cutting, use the molybdenum wire to find the hole wall of φ20mm, so as to determine the center of the hole, move the coordinate size B and C from the center of the hole to the center of the arc of φ148.5mm, and cut the arc to the design requirements.
Figure 2 blade arc line cutting tooling
1. Wire cutting tool 2. Positioning pin 3. Compression screw 4. Workpiece
The application of the tooling makes the positioning and clamping of the parts extremely convenient when machining the circular arc surface. After the zero position is determined, a batch of parts need not be aligned, which not only ensures the precision requirements of the parts, but also effectively improves the production efficiency.
2. Support bending tooling
As shown in Fig. 3, the support is a part of the trademark paper conveying part of the YB25 soft box packaging machine, the material is 45 steel, and the guide piece of material 60Si2Mn is welded at the rib plate, and the thickness of the guide piece is 1 mm. After the rib plate welding guides at D, they need to be bent as required. Because there are welded guide plates on the ribs, it is difficult to bend. In actual production, the design requirements of the drawings are met by designing the bending tooling.
Figure 3 Schematic diagram of the support structure
The bending tool (see Figure 4) consists of a base, a cylindrical pin and an upper cover. The workpiece is positioned on the large surface of the base, and the positioning surface A and the positioning surface B are positioned in two directions of up and down and left and right. The guide piece of the workpiece is placed in the base groove, the upper cover is covered, and the workpiece is clamped to the base by the screw 2. Between the top cover and the top cover. The center of the cylindrical pin is perpendicular to the bevel of the tooling, and the end face has a groove, and the guide piece can be trapped in the cylindrical pin groove. When bending, the screw 3 is rotated to push the cylindrical pin to slide, and the pressure support rib is partially bent (the guide piece is not subjected to force). Considering the rebound after bending, the angle α of the bevel on the tooling is about 1° larger than the angle on the workpiece. The use of the bending tool simplifies the process and completes the bending operation on the fitter, which is simple in operation and low in cost.
Figure 4 Support rib bending tooling
1. base 2, 3. screw 4. cylindrical pin 5. upper cover
3. Locking arc axis measuring tooling
The locking arc (see Figure 5) is a part of the Maltese wheel mechanism on the GDX2 packaging machine. The locking arc on the locking arc shaft interacts with the locking groove on the Maltese wheel to convert the mechanical circumferential continuous rotation into intermittent rotation to complete the packaging of the cigarette. In Fig. 5, the R (36.4±0.02) mm arc is a section of guiding arc, which can avoid the rigid impact when the two locks are in contact with each other, reduce the friction and wear of the mechanism, slow down the vibration and noise, and ensure the smoothness of the movement. The arc of this segment is short because of its short length and is eccentric with the locking arc. It is difficult to measure. In the actual production process, the measurement tooling is used to solve this problem.
Figure 5 Schematic diagram of the locking arc axis structure
The lock-up arc inspection tool (see Figure 6) has an eccentric outer circle R36.4mm that is eccentric with the φ80H7 positioning hole by 5 mm. When measuring, position the φ80h6 outer circle and φ6H7 hole on the part, and place the workpiece in the measuring tool through the positioning pin, and fix it with two M6 screws. The R36.4mm eccentric outer circle on the tooling and the R36.4mm arc on the workpiece form a concentric circle φ72.8mm, thus realizing the measurement of the guiding arc on the workpiece. The measurement tooling is used to effectively solve the short arc measurement, which is simple and convenient, and the measurement result is accurate and consistent.
Figure 6 Tooling for locking arc detection
4. Measurement of the length dimension of the step bushing
The step bushing length shown in Fig. 7 is (138.2 ± 0.02) mm, which is the dimension between the inner hole end face and the outer round shoulder face. In the actual processing, the φ100JS7 hole and the φ154g6 outer circle are ground in a conventional cylindrical grinding machine in a single clamping. Measurement of size (138.2 ± 0.02) mm is a difficult point in processing. In order to ensure dimensional accuracy and improve efficiency, the measuring tooling was designed to solve the measurement problems in actual machining.
Figure 7 Schematic diagram of the step bushing structure
The length inspection tool (see Figure 8) consists of the inspection specific, connecting plate, riser and cross plate, and a dial gauge is mounted on the horizontal plate. Before measuring, the measuring tool is proofed with a standard block of 138.2 mm high. When proofreading, place the standard block on the platform, check that the specific A side is in contact with the standard block, the dial indicator probe is in contact with the platform, and the table pointer is adjusted to zero. When measuring the part, the specific A side is matched with the bottom surface of the φ100JS7 hole, and the dial indicator head is in contact with the outer circular shoulder surface of φ154g6, and the size is determined according to the value of the table pointer deviating from the zero position.
Figure 8 step bushing length dimension measurement tooling
1. Check the specifics 2. Connecting plate 3. Vertical plate 4. Dial indicator
5. Horizontal plate 6. Workpiece
The use of measuring tooling can quickly and accurately measure the dimensional error, providing a convenient and effective method for online measurement.
5 Conclusion
The use of reasonable tooling for clamping and measuring in the processing of shaped parts can simplify the process and measurement methods, reduce the cost while ensuring product quality, effectively improve production efficiency, and reduce the requirements for workers' skills.
references:
[1] Sun Guanghua. Tooling Design [M]. Beijing: Mechanical Industry Press, 2004.