0 Preface
In today's modernization of manufacturing, the high efficiency of production and the high quality requirements of the products have led to the emergence of some high-precision CNC machine tools and high-performance CNC systems. At the same time, many common machine tools and traditional processes are difficult to solve. Some, to ensure a high degree of production efficiency and product quality. The CNC system of our company's glass CNC drilling machine adopts the SINUMERIK 840D system of Siemens. The high-precision product quality and the extremely low failure rate during the use process (mainly depends on the clear visual alarm information, so that the fault can be quickly eliminated) Has won the trust of customers in this system. The following is an introduction to the mechanical structure of the SINUMERIK 840D system and drive actuators:
1 The composition of the mechanical structure of the equipment:
This equipment is used for the drilling of glass. As shown in Figure 1, the whole machine is equipped with two parallel beams. The two pairs of drill shafts are respectively mounted on fixed plates that can be moved left and right by four position motors. The fixing plates are respectively connected by two linear guide rails fixed on the upper and lower beams of the beam and the fixed plate. The left and right movement of the drill shaft is driven by the gears of the position motor M1, M2, M3, M4 fixed on the fixed plate. Move left and right in the Y direction. The inside of each drill shaft consists of two motors, and the motor (M7, M9, M11, M13) close to the drill bit drives the drill to rotate. The other motor (M6, M8, M10, M12) of the drill shaft converts the rotary motion of the motor rotor into an axial lifting motion through the screw nut pair inside the motor, and drives the drill bit to move up and down, that is, Z-direction motion. The glass is first positioned by the X-direction positioning device (the device is not shown in the figure, the direction is perpendicular to the paper surface, the movement of the device is driven by the X-direction position motor M5) to push the glass to the exact position, each drill shaft Move to the correct position in the Y direction, the lower drill bit rises, begins to drill the lower plane of the glass, drills to the set depth, the lower drill bit retreats, then the upper drill bit lowers the upper plane of the drill glass, drills to the set depth and then retracts. This device can machine two holes at the same time.
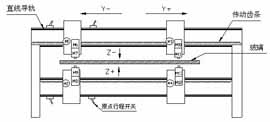
Figure 1 Mechanical structure composition diagram
2 SINUMERIK 840D CNC system
2.1 Hardware part:
The SINUMERIK 840D features a special three-CPU architecture: Human-Machine Communication CPU, Digital Control CPU (NC-CPU) and Programmable Logic Controller CPU (PLC-CPU). As shown in Figure 2, the MMC-CPU is integrated in the OP012 man-machine interface, and the NC-CPU and PLC-CPU are integrated in the NCU572.
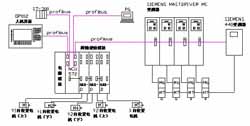
Figure 2 840D CNC system composition
2.1.1 NCU Digital Control Unit
With the NCU572 as the core, the power module uses SIMODRIVER 611D. The power module mainly provides control and power supply for the NCU and the 611D digital drive to generate the bus voltage and monitor the status of the power supply and the module. There are three feed modules connected to the NCU572 through the drive bus interface. The numerical control and drive interface signals are digital, respectively driving the Y-direction position motors (M1, M2, M3, M4) and X-direction position motors M5 of the two pairs of drill bits. . At the same time, NCU572 is connected with OP012 man-machine interface, S7-300PLC and inverter controlling motor speed through PROFIBUS field bus.
2.1.2 MMC Human-machine Communication Human-machine communication is the channel through which the CNC system and people exchange information. Includes: OP (Operation Panel) and MMC.
2.1.2.1 OP012 Operation Panel The OP (Operation Panel) unit consists of a 12.1′′ TFT display and an NC keyboard. The human-machine interface OP012 uses Windows 95 as the operating platform, which makes the operation simple, flexible and easy to master. The change of production data and the monitoring of various field data are clearly visible on OP012, and its software content is rich and powerful.
2.1.2.2 MMC Computer MMC is actually a computer. It has its own independent CPU, and it can also be equipped with a hard drive with a floppy drive. The OP unit is the display on this computer, and the Siemens MMC control software is also in this computer.
2.1.3 PLC module The PLC part of the SINUMERIK 840D CNC system uses the software and modules of the Siemens SIMATIC S7-300. The power supply is provided by the Siemens SITOP power supply (40A) and the interface module IM361 is used for interconnection between the stages. It is connected to the NCU 572 via a PROFIBUS fieldbus. On the right side of the IM361 is a signal module, which is a module for PLC input/output, and has two types of input type and output type. That is, the input module SM321 and the output module SM322. The CPU of the PLC and the CPU of the NC are integrated in the NCU. The various photoelectric switches on the device, the input of the travel switch, and the output signals of the solenoid valve and the contactor are respectively connected to the input and output modules to control the coordinated action of various external actuators.
2.1.4 Interconnection of parts The NCU CNC unit is the core of the CNC control unit. It is connected to the MMC, servo power module, feed servo drive and servo motor. The system adopts full-closed control. The servo motor adopts 1FK type built-in encoder motor. The servo motor encoder is used as the position detecting component, and the position signal is fed back to the position interface X411 of the digital drive module (611D) to form a full-closed loop control system. Accurate positioning control of the hole position of the glass hole is realized. In order to ensure the concentricity of the upper and lower drills during drilling (ie, the center of the upper and lower drills coincide), four stroke switches are arranged in the Y direction of the four positions of the motor movement as the reference point positions of the four drill axes. After turning on the power of the machine, it is necessary to perform a reference point reset action on each drill axis, that is, assign values ​​to the encoders of each drill shaft (the values ​​of each encoder are zero when the power is turned on. When the reference point is reset, the drill shaft runs. When the position of the travel switch is reached, the value of the encoder becomes the value of the reference point preset by the system). When the position deviation of the upper and lower drill bits occurs, the error compensation amount is also set in the software of the system, and the deviation can be easily corrected by adjusting the compensation amount.
2.1.5 Other hardware parts As mentioned earlier, each drill shaft consists of two motors inside, ie the rotation and axial feed of the drill bit. The four axially fed motors are controlled by four SIEMENS MASTERDRIVE MC inverters (one for each drill shaft). The control signals from the inverter are from the NCU572 and are transmitted via the PROFIBUS fieldbus. The speed of the rotary motor of the four drill shafts is controlled by a SIEMENS MM440 inverter, and the start and stop of the rotation of each motor are separately controlled by the respective contactors (between the inverter and the motor). The control signal of the inverter is also from the NCU572 and is transmitted via the PROFIBUS fieldbus. Both the feed rate and the rotational speed of the drill bit can be selected within the MMC depending on the glass thickness and process conditions. There is a built-in encoder at the end of the feed motor to measure the feed depth of the drill. There is an origin photoelectric switch inside as the origin (reference point) position of the drill.
2.1.6 The connection between the CNC system and the PC is integrated in the NCU572 by the PLC-CPU and NC-CPU. When the PLC and NC program are debugged, the PC can be connected to the NCU572 to modify and debug the program.
2.2 Software part:
The SINUMERIK 840D software system consists of four main types of software: MMC software system, NC software system, PLC software system and communication and drive interface software.
2.2.1 MMC software system with 10GB hard disk on the MMC103 system, equipped with basic input and output system (BIOS), DR-DOS kernel operating system, Windows95 operating system, and serial port, parallel port, mouse and keyboard interface drivers Supports mutual communication and task coordination between SINUMERIK and external MMC-CPU, PLC-CPU and NC-CPU.
2.2.2 NC Software System The NC software system includes the following:
2.2.2.1 NCK CNC core initial boot software The software is solidified in EPROM.
2.2.2.2 NCK CNC nuclear digital control software system It includes machine data and standard loop subsystem, the user must understand the meaning of the parameters of each cycle can be called.
2.2.2.3 SINUMERIK 611D drive data It refers to the parameters of the SIMODRIVE 611D digital drive system for the SINUMERIK 840D control system.
2.2.3 PLC software system PLC software system includes PLC system support software and PLC program.
2.2.3.1 PLC system support software It supports the normal operation of the CPU315-2DP programmable logic controller built into the SINUMERIK 840D CNC system. The program is solidified in the NCU.
2.2.3.2 PLC program It contains two parts: the basic PLC program and the user PLC program.
2.2.4 Communication and Drive Interface Software It is mainly used to coordinate communication between PLC-CPU, NC-CPU and MMC-CPU.
3 Conclusion
SINUMERIK 840D, which is suitable for various control technologies through system settings on complex system platforms. Together with the SINUMERIK_611 digital drive system and the SIMATIC S7 programmable controller, the 840D forms a fully digital control system. It is used not only on drilling machines, but also in machining equipment and equipment control systems in various industries. Siemens 840D CNC The system is a relatively advanced control system in the world today. It is small in size, powerful in function, simple in program design, convenient in maintenance, and low in price. It is favored by users. Its all-digital system, innovative system architecture, higher control quality, higher system resolution and shorter sampling times ensure first-class workpiece quality. At the same time, it has also been widely used in numerical control equipment of various industries.
Slewing Bearing
Swing bearing
1.We own the most advanced production machine in China ,can supply you it with highest precision .
2.we have the most professional technologist,they have been worked for worldwide famous slewing bearing
company for years .
3.we supply slewing bearing for many Chinese excavator /loader factories .
4.There are many types of it in stock ,Low MOQ is accepted and can delivery your goods asap.
5.Professional installation is highly recommended.
About our Slewing Rings
|
Name
|
slewing ring bearing / Excavator SWING CIRCLE
|
|
Suitable Brand
|
Excavator
|
|
Suitable Model
|
Excavator
|
|
Original
|
China
|
|
AplliCartion
|
Excavator
|
|
Warranty
|
One year
|
|
Delivery time
|
wihtin 3 days after payment confirmed
|
|
MOQ
|
1 set
|
|
Packing
|
standard export carton & wooden case or as your require
|
Many types of excavator slewing bearing for your purchase.
|
Excavator Brand
|
Model No.
|
|
Excavator
|
PC30
|
PC40
|
PC60-6 (Z=76)
|
PC60-6 (Z=80)
|
PC60-7 (Z=76)
|
|
PC70-7
|
PC75U
|
PC90
|
PC90-6
|
PC100-5
|
|
PC120-5
|
PC120-6 (4D95)
|
PC120-6 (4D102)
|
PC130-7
|
PC128UU
|
|
PC150-5
|
PC20HT
|
PC200-1
|
PC200-2
|
PC200-3
|
|
PC220-3
|
PC220-5
|
PC200-6 (S6D95)
|
PC200-6P (S6D102)
|
PC200-7 (Z=92)
|
|
PC220-7
|
PC228UU
|
PC300-2
|
PC300-3
|
PC300-5
|
|
PC300-6
|
PC300-7
|
PC350-6
|
PC360-7
|
PC400-3
|
|
PC400-5
|
PC400-6
|
PC450
|
|
|
|
Excavator
|
HD450-7
|
HD512
|
HD100
|
HD700-1
|
HD700-2
|
|
HD700-5
|
HD700-7
|
HD770SE
|
HD770-1
|
HD770-2
|
|
HD800-7
|
HD820-1
|
HD900-7
|
HD1250-5
|
HD250-5
|
|
HD250-7
|
HD307
|
HD516
|
HD400-7
|
HD450-5
|
|
Excavator
|
|
|
|
|
|
|
Excavator
|
EX60-1
|
EX60-2
|
EX60-3
|
EX60-5
|
EX90
|
|
EX100-1
|
EX100-3
|
EX100-5
|
EX120-1
|
EX120-2
|
|
EX200-3
|
EX200-5
|
EX210-5
|
ZX120
|
ZX160
|
|
EX200-1
|
EX200-2
|
EX200-3
|
EX200-5
|
EX210-5
|
|
ZX200
|
ZX200-3
|
ZX225
|
EX220-5
|
ZX230
|
|
ZX240
|
ZX270
|
EX300-1
|
EX300-2
|
EX300-3
|
|
EX300-5
|
ZX330
|
EX450
|
ZX480
|
|
|
Excavator
|
DH55-5
|
DH60-7
|
DH150-7
|
DH200-3
|
DH220-3
|
|
DH102
|
DH225-7
|
DH258-7
|
DH280
|
DH290
|
|
DH300-5
|
DH320
|
DH330-3
|
DH360-5
|
DH500
|
|
Excavator
|
SK03
|
SK09
|
SK907B
|
SK100
|
SK120-5
|
|
SK200-1
|
SK200-2
|
SK200-5
|
SK200-6
|
SK200-8
|
|
SK230-6
|
SK300
|
SK350-8
|
|
|
|
Excavator
|
SH120A2
|
SH120A3
|
SH200A1
|
SH200A2
|
SH200A3
|
|
SH200G3
|
SH200C3
|
SH210A3
|
SH220A1
|
SH225
|
|
SH260
|
SH265
|
SH280
|
SH300/A2
|
SH340
|
|
SH350
|
SH430
|
SH40T
|
SH580
|
|
|
Excavator
|
R60-5
|
R60-7
|
R80-7
|
R130-5
|
R130-7
|
|
R140
|
R150W
|
R170
|
R200
|
R210-3
|
|
R220-5
|
R210-9
|
R215-7
|
R225-7
|
R245
|
|
R260-5
|
R280
|
R290
|
R300
|
R305-7
|
|
R320
|
R335-7
|
R360
|
R450
|
|
|
Excavator
|
EC55
|
EC210
|
EC240
|
EC290
|
EC360
|
Excavator swing bearing is divided into various specifiCartions:
1.single-row ball slewing bearings with outer teeth or inner teeth , or without teeth;
2.single-row cross roller slewing bearings;
3.double-row different diameter balls slewing bearings;
4.three-row roller slewing bearings and etc.
AppliCartion:
1.Construction Machinery : Cranes, Excavators
2.Mining/Heavy Equipments
3.Port/Marine/Offshore Machinery
4.Forest Industries Equipment
The single-row four points contact ball Slewing Bearing is composed of 2 seat-rings.It features compact in design,and light in weight.
The balls contact with the circular race at four points,via which the axial force,radial force and resultant moment may be born simultaneously.
It may be used for slewing conveyers,welding arms and positioners,light,medium duty cranes,excavators and other engineering machines.
Slewing Ring Bearing Features:
1.High load-carrying capability
2.Ability to accept the combined loads;axial ,radial and tilting moments
3.Flexibility with product design.
4.42CrMo/50Mn material be used to make slewing ring bearing
Product Catalog
1. Single row four point contact ball series.
2. Single-row crossed roller series.
3. Double row ball series.
4. Three-row roller series.
5. Roller and ball combination series.
6. Lightweight outline slewing ring.
Slew bearing for Single-row ball(HS Series)
1. Id:320-4500 Od:550-4500mm
2.material: 52Mn,42CrMo
3.OME service
4.ISO9001-2000 certifiCarte
5.R&D capacity
6.Tolerance:ABEC-1 standard
7.Basic loading rating:Dynamic & Static depend on different model
|
Dimensions
|
Mount dimensions
|
Number of holes
|
Gear parameters
|
Designation
|
|
mm
|
mm
|
m
|
mm
|
z
|
mm
|
|
D
|
d
|
T
|
H
|
h
|
D1
|
d1
|
dn
|
n
|
n1
|
Da
|
b
|
|
662
|
458
|
80
|
70
|
10
|
626
|
494
|
18
|
20
|
4
|
5
|
689
|
135
|
60
|
011.30.560
|
|
662
|
458
|
80
|
70
|
10
|
626
|
494
|
18
|
20
|
4
|
6
|
688.8
|
112
|
60
|
012.30.560
|
|
732
|
528
|
80
|
70
|
10
|
696
|
564
|
18
|
24
|
4
|
6
|
772.8
|
126
|
60
|
011.30.630
|
|
732
|
528
|
80
|
70
|
10
|
696
|
564
|
18
|
24
|
4
|
8
|
774.4
|
94
|
60
|
012.30.630
|
|
812
|
608
|
80
|
70
|
10
|
776
|
644
|
18
|
24
|
4
|
6
|
850.8
|
139
|
60
|
011.30.710
|
|
812
|
608
|
80
|
70
|
10
|
776
|
644
|
18
|
24
|
4
|
8
|
854.4
|
104
|
60
|
012.30.710
|
|
922
|
678
|
100
|
20
|
10
|
878
|
722
|
22
|
30
|
6
|
8
|
966.4
|
118
|
80
|
011.40.800
|
|
922
|
678
|
100
|
20
|
10
|
878
|
722
|
22
|
30
|
6
|
10
|
968
|
94
|
80
|
012.40.800
|
|
1022
|
778
|
100
|
90
|
10
|
978
|
822
|
22
|
30
|
6
|
8
|
1062.4
|
130
|
80
|
011.40.900
|
|
1022
|
778
|
100
|
90
|
10
|
978
|
822
|
22
|
30
|
6
|
10
|
1068
|
104
|
80
|
012.40.900
|
|
1122
|
878
|
100
|
90
|
10
|
1078
|
922
|
22
|
36
|
6
|
10
|
1188
|
116
|
80
|
011.40.1000
|
|
1122
|
878
|
100
|
90
|
10
|
1078
|
922
|
22
|
36
|
6
|
12
|
1185.6
|
96
|
80
|
012.40.1000
|
Crane Slewing Bearing,Turntable Slewing Ring Bearing,Excavator Turntable Slewing Ring Bearing,,Four Point Slewing Ring Bearing
Shijiazhuang Longshu Mechanical & Electrical Equipment Trading Co., Ltd. , https://www.lsjgbearing.com